Color difference is a popular issue in spray painting industry and there’re numorous guides how to avoid it. But in actual operation, especially as a paint technician we must know more about the logic and understand techically how to control color difference properly using a formula or device.
Let’s take the most commonly used ΔE*ab as an example. ΔE*ab is the color difference formula for the Lab color space, established by the CIE (International Commission on Illumination) in 1976. The ΔE formula is as follows:
ΔE = √(ΔL² + Δa² + Δb² )
Color can be represented by the three color axes: L, a, and b. When comparing a standard color and a sample color, the differences in L, a, and b values are ΔL, Δa, and Δb, respectively. However, when comparing two colors, we can’t simply measure the difference based on the value of a single dimension. Therefore, we calculate the variance of the three dimensions to obtain the total color difference between the two colors.

The Lab color difference formula uses the standard as the center and measures the deviation in L, a, and b values to identify the cause of the color difference.
ΔL = L (measured) – L (standard plate): represents the difference in lightness. When the ΔL deviation is positive, the measured brightness is lighter; when the ΔL deviation is negative, the measured brightness is darker. Δa = a (measured) – b (standard plate): This represents the difference between red and green. When the Δa deviation is positive, the measured color is redder; when the Δa deviation is negative, the measured color is greener.
Δb = b (measured) – b (standard plate): This represents the difference between yellow and blue. When the Δb deviation is positive, the measured color is yellower; when the Δb deviation is negative, the measured color is bluish.
CIELab color difference formula: ΔE = [(ΔL)² + (Δa)² + (Δb)²]¹/2, where Δ represents the difference and ΔE represents the total color difference.
Colorimeter Principle: Light is irradiated onto the sample through a monochromator. The reflected light passes through a phototube, converting the light signal into an electrical signal. This electrical signal is amplified by an amplifier, and the current intensity is measured by a galvanometer, thereby measuring the absolute value of the reflected light, i.e., the color, of the sample.
The colorimeter comes with two calibration plates: a white plate (100% reflected light) and a black plate (0% reflected light). Each instrument’s white and black plates are dedicated to the instrument and cannot be used interchangeably. Calibration is generally performed daily.
Factors Affecting Color Variation in Spray Painting
1- The Effect of Paint Batch
Due to variations in raw material procurement and blending, each batch of paint will exhibit some color variation. However, as long as the paint stays within the tolerances of the standard color chart, the color variation of the vehicle body and outsourced parts can be kept stable. This is particularly true for the da* and db* values of materials, which are generally difficult to significantly alter on-site by adjusting application parameters. The standard color variation control range for base paint is generally narrower than the on-site application range. This is due to significant differences between on-site application conditions and those in the paint manufacturer’s laboratory. To ensure the stability of the materials applied on-site, a narrower color variation control range is required for base paint.
2- The Impact of Paint Hiding Power
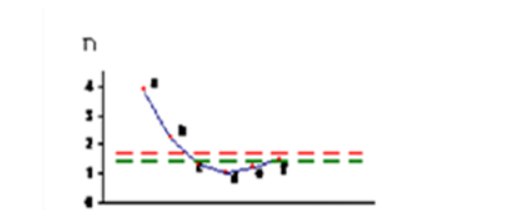
Generally speaking, when the material’s hiding power is greater than 15μm, meaning the basecoat film thickness reaches 12-15μm but still fails to fully cover the base material, the vehicle’s exterior is susceptible to quality defects such as paint film blooming and excessive color variation. The figure shows the color variation for different paint film thicknesses. As can be seen, when the coating reaches the hiding power, the color variation stabilizes and no longer experiences significant fluctuations.
 Excessive color variation is a common problem when repairing or repainting parts. Normal construction materials have a complete hiding power of around 15-20μm. However, specialty paints (such as pure white, bright yellow, and red) typically have a complete hiding power of around 35-40μm. Therefore, on-site spray painting provides incomplete coverage, which can easily cause color variation during repairs and refinishes. To correct color variations, it is recommended to adjust the application viscosity (primarily for light colors). Adding a certain percentage of colorant can also be used to adjust the material’s hue (primarily for unusual situations), but it is more difficult to control.
Excessive color variation is a common problem when repairing or repainting parts. Normal construction materials have a complete hiding power of around 15-20μm. However, specialty paints (such as pure white, bright yellow, and red) typically have a complete hiding power of around 35-40μm. Therefore, on-site spray painting provides incomplete coverage, which can easily cause color variation during repairs and refinishes. To correct color variations, it is recommended to adjust the application viscosity (primarily for light colors). Adding a certain percentage of colorant can also be used to adjust the material’s hue (primarily for unusual situations), but it is more difficult to control.
3- Impact of Construction Parameters
Generally speaking, for pigmented paints, color variations will occur with thinner or thicker film thicknesses. Therefore, spray film thickness should be controlled according to the TDS provided by the paint supplier to prevent color variations.
If the paint provides sufficient coverage, adjusting construction parameters on site will have little effect on the a and b values, primarily affecting the dL value. The following table shows the corresponding dL value changes as a result of parameter adjustments.
| Liquid vol+ | Paint film wet+ | dL*darkness+ |
| Atomizing air+ | Paint film wet- | dL*brightness+ |
| Fan air+ | Paint film wet- | dL*brightness+ |
| Spray speed+ | Paint film wet- | dL*brightness+ |